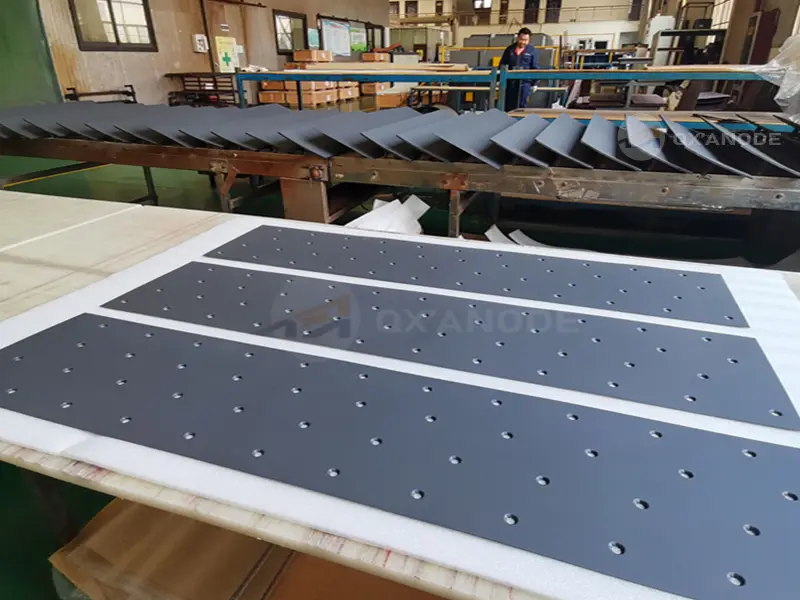
钛阳极的电催化活性
钛阳极是常用于电解、电镀、废水处理等领域的电极材料。
涂层钛阳极的电催化性能,主要来自表面的贵金属氧化物涂层。这类涂层有助于提升导电与电催化表现,促进电解反应进行,对提升阳极在不同环境下的使用周期有一定帮助。通过选用不同涂层,可降低析氧、析氯反应的过电位,对节约电能有一定作用。
涂层钛阳极的分类
析氯阳极(钌系涂层钛阳极):电化学反应中以析出氯气为主,多用于氯离子浓度较高的电解液环境,如盐酸体系、电解海水、电解食盐水等场景。
析氧阳极(铱系涂层钛阳极):电化学反应中以析出氧气为主,多用于硫酸体系电解液环境。
镀铂阳极(铂涂层阳极):以钛为基材,表面镀铂,镀层厚度常见为小于5 微米。
选择阳极时,可结合工作环境与介质条件综合判断,包括电流密度、温度、PH 值、溶液成分与比例、生产用途等因素。
影响涂层钛阳极使用周期的因素
- 电流密度:常规工况下,电流密度与使用周期存在一定关联,电流偏高可能加快涂层消耗,使使用周期缩短。
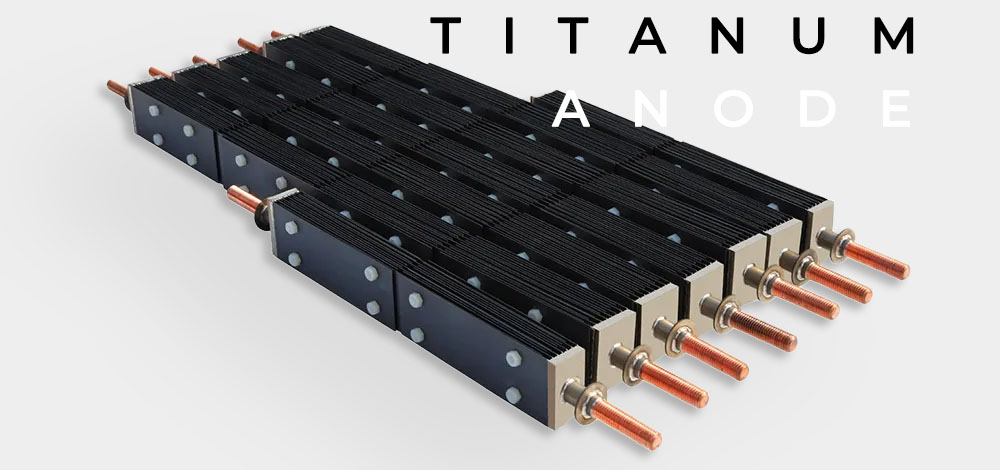
- 钛基材:阳极基材多选用纯钛,常用 Gr1 级别材质。
- 电解液:应控制氟离子、氰基离子、溴离子等成分,氟离子含量建议控制在 100ppm 以内。
- 倒极:倒极可能使钝化的旧涂层从基体表面脱落,阴极无涂层时不建议进行倒极操作。
- 频繁断电:无电流状态下,涂层长时间浸泡在溶液中,可能受到不利影响。
涂层钛阳极在使用注意事项
安装方面
阳极尽量安装牢固,减少运行中出现松动,避免对电流传导与电解效果产生影响。
安装时可保持电极间距均匀,利于电场分布更平稳。
电流控制
避免使用过高电流密度,电流密度偏高可能导致涂层过热、受损,进而影响使用周期。
电流保持相对稳定,频繁波动可能对涂层造成不利影响。
电解液环境
控制电解液中氟离子、氰基离子、硫离子等有害成分,氟离子含量建议控制在 100ppm 以内。
保持电解液 pH 值在适宜区间,过酸或过碱环境可能影响阳极性能。
操作规范
阴极无涂层时,不建议进行倒极操作,避免对阳极造成损伤。
尽量减少频繁断电,避免涂层在无电流状态下长时间浸泡。
温度控制
关注电解过程温度,温度偏高可能导致涂层性能下降。
定期检查与维护
定期查看阳极外观,留意是否出现涂层剥落、破损等情况。
出现异常的阳极可及时修复或更换。
例如在化工电解生产中,电解液氟离子含量未得到合理控制,可能加快涂层腐蚀,导致阳极提前更换,增加生产成本。又如电流密度控制不当,可能使阳极过热,对使用周期产生不利影响。
使用涂层钛阳极时,遵循相关注意事项,有助于维持产品性能、延长使用周期,提升生产运行的稳定性。